Literature > Case Studies > Fast and Frost-Free Cooling for Automotive Parts Manufacturer
Fast and Frost-Free Cooling for Automotive Parts Manufacturer
Company Overview
A plastic extrusion company manufactures complex co-extrusions for the automotive industry. Co-extrusion is an extrusion process to manufacture a product made up of two textures. The materials are extruded through a single die and then merge into one part before cooling. The benefit of co-extrusion is that each material maintains specific characteristic properties and combines it into one structure with multiple desired characteristics.
The Challenge
Throughout the production process, multiple variations of the co-extruded products move at a swift speed of 12 meters per minute, or approximately 8 inches per second. As the products are extruded, their temperature reaches 200°F. For the products to proceed to the next assembly stages of cutting, inspection and packaging, their temperature needs to decrease to 90°F or less. Due to the quick pace of production, the products needed to be cooled quickly. The company’s solution was to cool the extrusions in a water bath. After trying this method, they found that traces of water that remained on the extrusions created quality related problems due to water spots.
The Solution
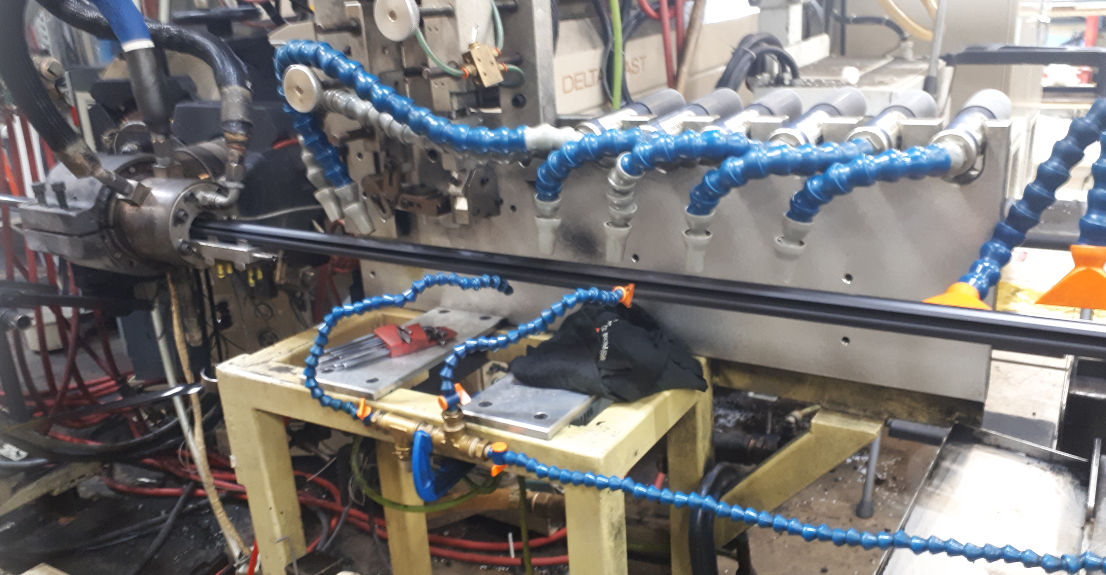
The company needed to find a better cooling solution that didn’t involve water cooling but still effectively cooled the product quickly. They turned to air cooling solutions by Vortec. After studying their application, a Vortec engineer suggested using six model 621 Frost-Free Cold Air Guns along the production line to cool the extrusions from 200°F to 90°F. The Frost-Free model was chosen in order to avoid water droplets on the product due to condensation.


The Result
As the Frost-Free Cold Air Guns were installed in the production line, it became apparent that they were successful in cooling the product. However, initially the Frost-Free Cold Air Guns were used with unfiltered compressed air. During the hot summer months in the plant, condensation would form in the compressed air piping in the plant. The condensation entered the Frost-Free Cold Air Guns resulting in a couple of problems: freezing inside the Cold Air Gun resulted in a reduction of cold air flow and condensation in the outlet air flow began blowing liquid onto the extrusions. A recommendation was made to filter the compressed air to 5 microns and dry it to a pressure dew point of 40°F or less. The company incorporated these compressed air preparation steps in their production process which eliminated the problems. After these changes were made, the company was able to successfully cool their extrusions quickly without compromising the quality of their product.
How the Frost-Free Cold Air Gun Works
Vortec Frost-Free Cold Air Guns use vortex tube technology and filtered compressed air to produce sub-freezing air as low as -10 deg F for numerous industrial spot cooling applications. With no moving parts to wear out, Frost-Free Cold Air Guns require no electricity at the target, just a source of clean and dry compressed air.
Frost-Free Cold Air Guns are most often used for cooling of metal parts, in the machining and repair of metals, plastics, wood, ceramics and other materials. Cold air machining outperforms mist coolants and substantially increases tool life and feed rates on dry machining operations. The effective cooling from a Frost-Free Cold Air Gun can eliminate heat-related parts growth while improving parts tolerance and surface finish quality. The 621 Frost-Free Cold Air Gun uses only 25 scfm of compressed air to produce up to 1500 btuh of cooling and can achieve temperatures as low as 20°F. The Frost-Free Cold Air Gun has a double insulated flexible cold air outlet nozzle that eliminates condensation and frost from forming on the nozzle.
Frost-Free Cold Air Guns are most often used for cooling of metal parts, in the machining and repair of metals, plastics, wood, ceramics and other materials. Cold air machining outperforms mist coolants and substantially increases tool life and feed rates on dry machining operations. The effective cooling from a Frost-Free Cold Air Gun can eliminate heat-related parts growth while improving parts tolerance and surface finish quality. The 621 Frost-Free Cold Air Gun uses only 25 scfm of compressed air to produce up to 1500 btuh of cooling and can achieve temperatures as low as 20°F. The Frost-Free Cold Air Gun has a double insulated flexible cold air outlet nozzle that eliminates condensation and frost from forming on the nozzle.
Literature > Case Studies > Fast and Frost-Free Cooling for Automotive Parts Manufacturer
Fast and Frost-Free Cooling for Automotive Parts Manufacturer
Company Overview
A plastic extrusion company manufactures complex co-extrusions for the automotive industry. Co-extrusion is an extrusion process to manufacture a product made up of two textures. The materials are extruded through a single die and then merge into one part before cooling. The benefit of co-extrusion is that each material maintains specific characteristic properties and combines it into one structure with multiple desired characteristics.
The Challenge
Throughout the production process, multiple variations of the co-extruded products move at a swift speed of 12 meters per minute, or approximately 8 inches per second. As the products are extruded, their temperature reaches 200°F. For the products to proceed to the next assembly stages of cutting, inspection and packaging, their temperature needs to decrease to 90°F or less. Due to the quick pace of production, the products needed to be cooled quickly. The company’s solution was to cool the extrusions in a water bath. After trying this method, they found that traces of water that remained on the extrusions created quality related problems due to water spots.
The Solution
The company needed to find a better cooling solution that didn’t involve water cooling but still effectively cooled the product quickly. They turned to air cooling solutions by Vortec. After studying their application, a Vortec engineer suggested using six model 621 Frost-Free Cold Air Guns along the production line to cool the extrusions from 200°F to 90°F. The Frost-Free model was chosen in order to avoid water droplets on the product due to condensation.
The Result
As the Frost-Free Cold Air Guns were installed in the production line, it became apparent that they were successful in cooling the product. However, initially the Frost-Free Cold Air Guns were used with unfiltered compressed air. During the hot summer months in the plant, condensation would form in the compressed air piping in the plant. The condensation entered the Frost-Free Cold Air Guns resulting in a couple of problems: freezing inside the Cold Air Gun resulted in a reduction of cold air flow and condensation in the outlet air flow began blowing liquid onto the extrusions. A recommendation was made to filter the compressed air to 5 microns and dry it to a pressure dew point of 40°F or less. The company incorporated these compressed air preparation steps in their production process which eliminated the problems. After these changes were made, the company was able to successfully cool their extrusions quickly without compromising the quality of their product.
How the Frost-Free Cold Air Gun Works
Vortec Frost-Free Cold Air Guns use vortex tube technology and filtered compressed air to produce sub-freezing air as low as -10 deg F for numerous industrial spot cooling applications. With no moving parts to wear out, Frost-Free Cold Air Guns require no electricity at the target, just a source of clean and dry compressed air.
Frost-Free Cold Air Guns are most often used for cooling of metal parts, in the machining and repair of metals, plastics, wood, ceramics and other materials. Cold air machining outperforms mist coolants and substantially increases tool life and feed rates on dry machining operations. The effective cooling from a Frost-Free Cold Air Gun can eliminate heat-related parts growth while improving parts tolerance and surface finish quality. The 621 Frost-Free Cold Air Gun uses only 25 scfm of compressed air to produce up to 1500 btuh of cooling and can achieve temperatures as low as 20°F. The Frost-Free Cold Air Gun has a double insulated flexible cold air outlet nozzle that eliminates condensation and frost from forming on the nozzle.
Frost-Free Cold Air Guns are most often used for cooling of metal parts, in the machining and repair of metals, plastics, wood, ceramics and other materials. Cold air machining outperforms mist coolants and substantially increases tool life and feed rates on dry machining operations. The effective cooling from a Frost-Free Cold Air Gun can eliminate heat-related parts growth while improving parts tolerance and surface finish quality. The 621 Frost-Free Cold Air Gun uses only 25 scfm of compressed air to produce up to 1500 btuh of cooling and can achieve temperatures as low as 20°F. The Frost-Free Cold Air Gun has a double insulated flexible cold air outlet nozzle that eliminates condensation and frost from forming on the nozzle.